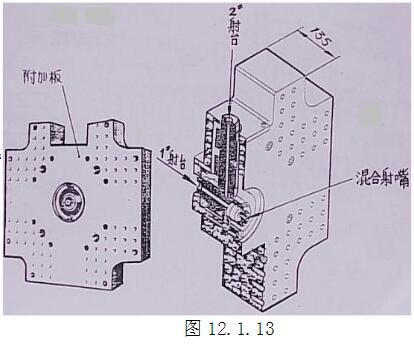
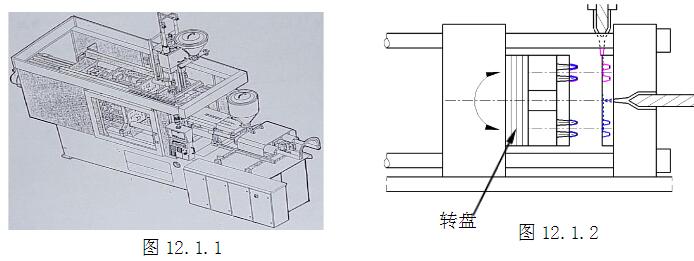
ARBURG 520C 注射机既能双色/双料注射,还可注射夹芯胶件,即胶件内部.填充与外层不同颜色或种类的胶料及迷彩外观。当成形夹芯或迷彩色胶件时,附加板(混合射嘴板)安装在设备定机板上,两个射嘴经附加板.上的混合射嘴,如图12. 1.13所示,从模具的一个唧嘴入胶,适合于通常结构的模具;混合射嘴具有独立加热线圈。
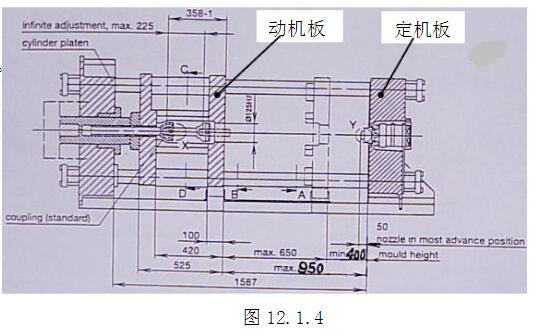
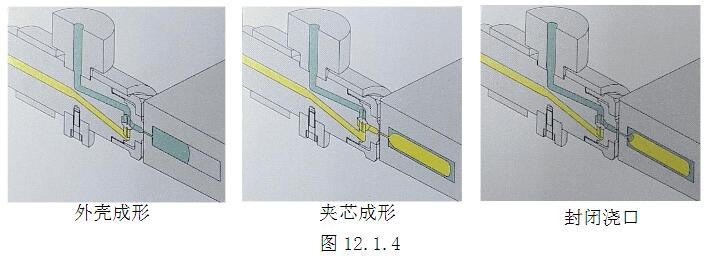
夹芯注射原理如图12.1.4 所示,分三段注射充满整个型腔。第一段外壳成形部分填充量最大,溶胶填入型腔的绝大部分。第二段则在第一段的基础上继续向型腔充胶,以夹芯料不外露为原则。第三段填充量基本固定,只要封闭浇口部分即可。
目前塑胶部夹芯注射还存在- -些缺陷无法克服,主要有胶件表面经常出现混色现象,浅色的表面层不能完全遮盖深色的夹芯料,夹芯料填充不均匀,夹芯率不高约20%以下。
12.2模具结构
应用ARBURG 520C 注射机进行双色/双料注射,其模具结构说明如下。
12.2.1-般结构
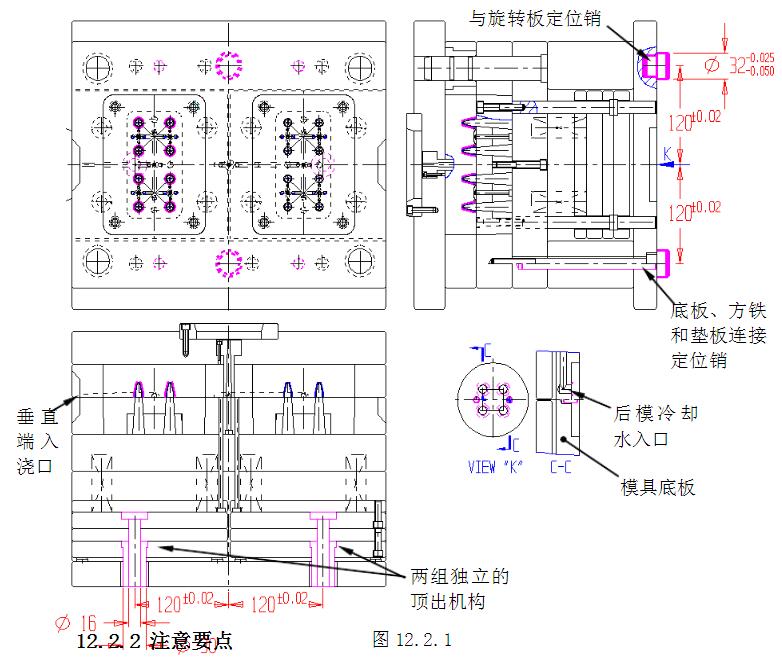
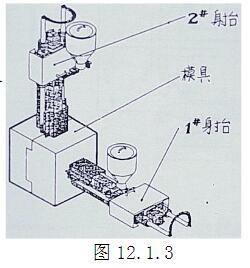
双色/双料模具结构如图12.2.1所示。模具结构与普通(单色料)模具相比,有下列特点:
(1)模具具有两组独立的顶出机构;
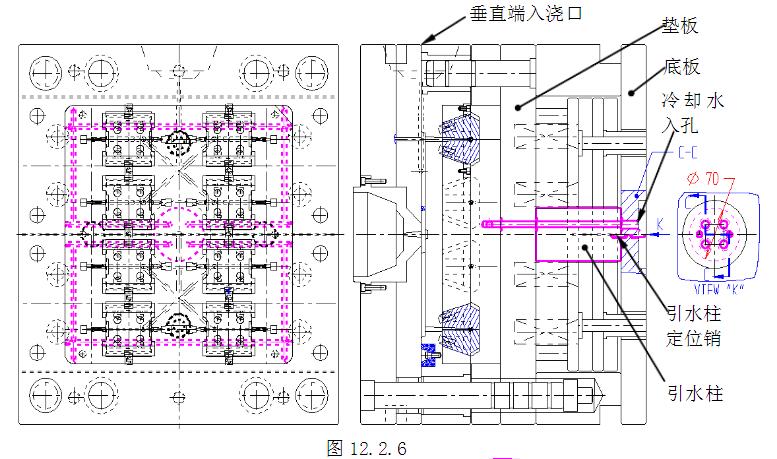
(2)垂直端注射,从模具分模面或(三板模)水口推板与前模板之间入浇,三板模如图12. 2.6所示;
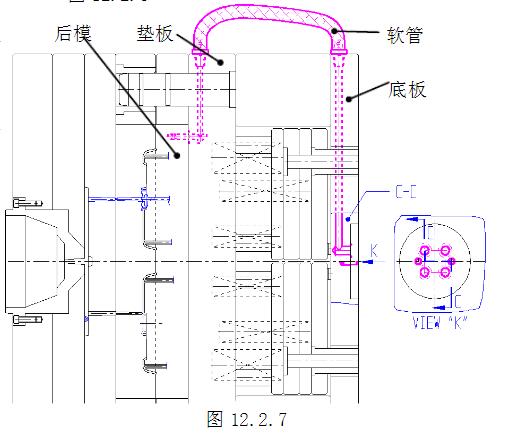
(3)模具后模冷却由旋转板中间通入,再经模具底板引入后模;
(4)模具固定在旋转板上,需有定位销定位,并保证项出杆准确对位;
(5)模具底板、方铁和垫板之间须有定位销连接定位;
(6)为使模具后模旋转1808后, 前、后模配合良好,模具边钉和(三板模)水口边的位置尺寸须对称一致。
双色/双料模具设计与制造注意要点:
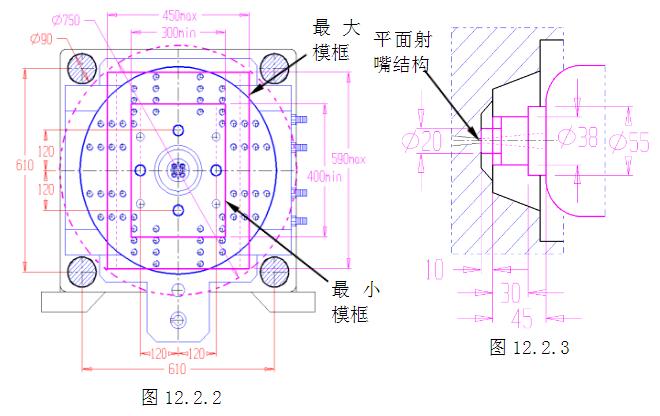
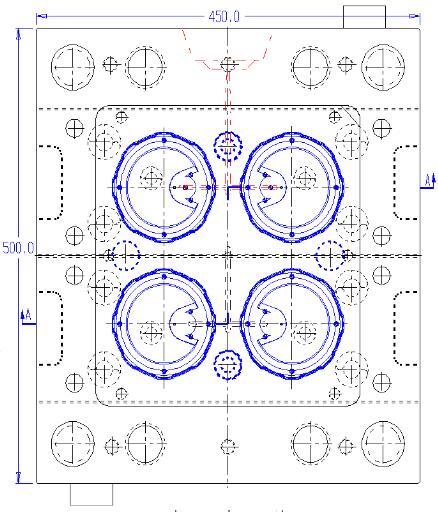
(1)为使模具装在回转板.上能作回转运动,模具最大高、宽尺寸应保证在格林柱内切圆直径&750mm范围内;当模具用压板固定于回转板上时,模具最大宽度为450mm,最大高度(长度)为590mm;另外,也为满足模具定位和顶出孔位置尺寸的要求,模具最小宽度为300mm, 最小高度(长度)为400mm, 如图12.2.2所示。
(2)由于设备水平、垂直注射嘴端面为平面结构,模具唧嘴须满足平面接触,如图12.2.3所示。
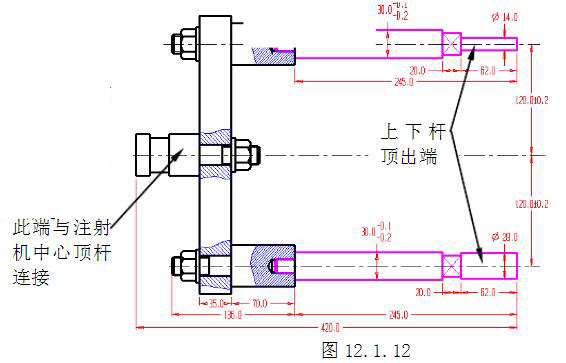
(3)注意保证模具定位和顶出的中心位置尺寸12060. 02,如图12.2. 1所示。
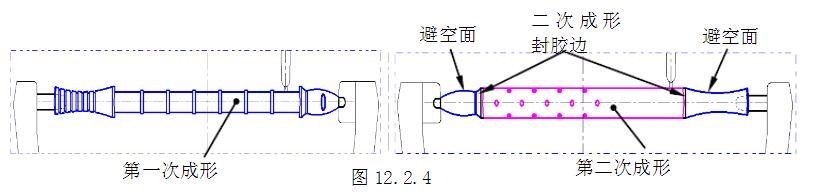
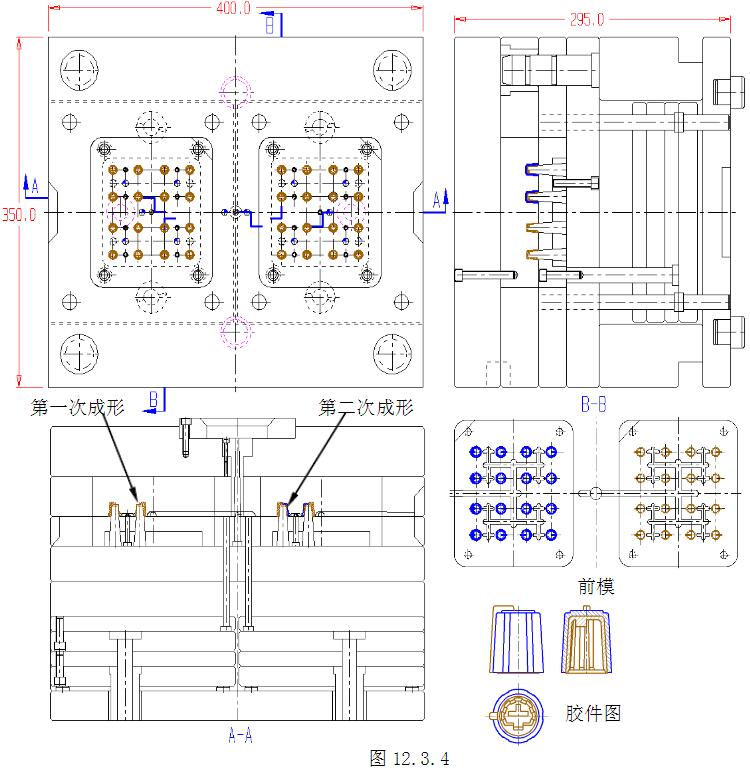
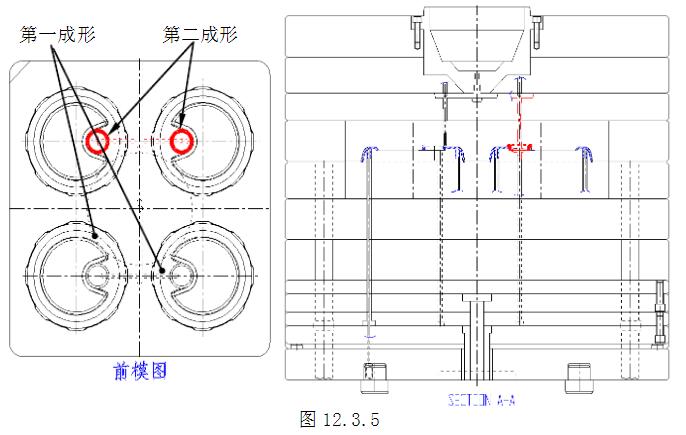
(4)双料注射模具,若两种胶料的收缩率不同,其模具型腔的缩放量也不一致;当进行第二次注射时,第一次成形的胶件已收缩,因此模具第二次成形的封胶面应为胶件实际尺寸,亦可减小(单边)0.03mm来控制封胶,如图12.2.4所示。
(5)模具二次成形的前模型腔,注意避空非封胶配合面,避免夹伤、擦伤第一次注射已成形的胶件表面,如图12.2. 4所示避免夹伤,又如图12.2. 5所示避免擦伤。

 双色/双料产品成形过程为(以注入胶料
双色/双料产品成形过程为(以注入胶料